廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")
拋丸時(shí)間節(jié)約成本")
控制好拋丸機(jī)拋丸時(shí)間節(jié)約成本是一項(xiàng)非常關(guān)鍵的工作,山東青工拋丸機(jī)廠家來給大家總結(jié)下這方面的知識(shí)。
拋丸機(jī)時(shí)間的控制.拋丸處理時(shí)間越長,工件表面的粗糙度越大.處理時(shí)間 過短,造成處理不凈,影響涂層質(zhì)量.處理時(shí)間過長,一是造成能源浪費(fèi)和丸粒 消耗增加,增加成本;二是造成工件表面的粗糙度變大,導(dǎo)致涂裝消耗增加和防 性能降低.所以,必須控制合理的處理時(shí)間.由于鋼板的厚度不同,其氧化皮的 厚度也不同,所采用拋丸時(shí)間則不同.氧化皮薄的工件處理時(shí)間短,氧化皮厚的 以及銹蝕嚴(yán)重的工件則相應(yīng)增加處理時(shí)間.
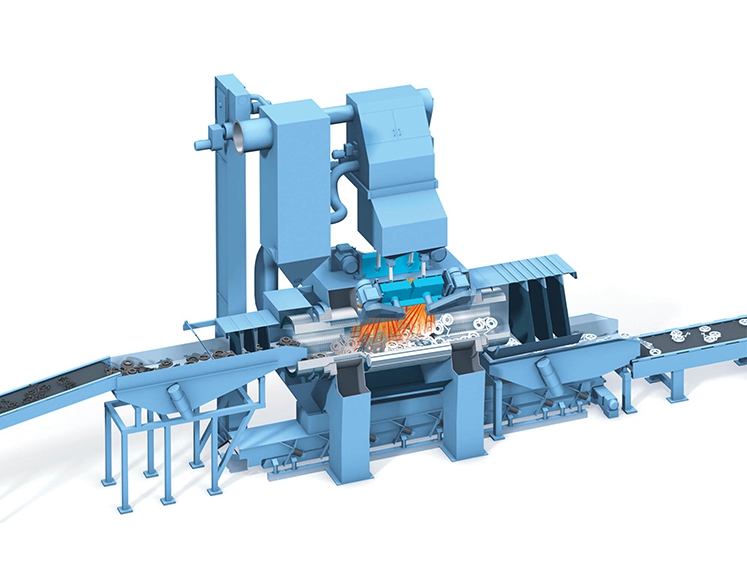
根據(jù)青工拋丸機(jī)生產(chǎn)試驗(yàn),拋丸時(shí)間應(yīng)控制在 60~180s.橫梁拋丸線是間歇式拋丸線,采用單側(cè)雙拋丸器處理,拋丸時(shí)通過工 件的旋轉(zhuǎn)達(dá)到工件表面處理均勻.其拋丸時(shí)間為 60~180s.但由于橫梁拋丸線 為多種工件混流生產(chǎn),其工件氧化皮厚度不同,再加上銹蝕件,所以拋丸時(shí)間也 不同.縱梁拋丸線是通過式拋丸線,采用雙側(cè)雙拋丸器處理.拋丸時(shí)工件在輥道 上運(yùn)行,采用上下拋丸同時(shí)處理工件.其拋丸時(shí)間靠鏈速調(diào)節(jié),工藝鏈速為 2~ 3m/min

版權(quán)所有 青島青工機(jī)械有限公司 備案號(hào):魯ICP備11002530號(hào) 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號(hào)-4  魯公網(wǎng)安備 37021102001299號(hào)
魯公網(wǎng)安備 37021102001299號(hào)
青島青工機(jī)械有限公司是一家大型的拋丸機(jī)、拋丸清理機(jī)生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機(jī)、路面拋丸機(jī)、吊鉤式拋丸機(jī)、通過式拋丸機(jī)、噴砂房等設(shè)備。