廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")
的工藝流程")
的工藝流程")
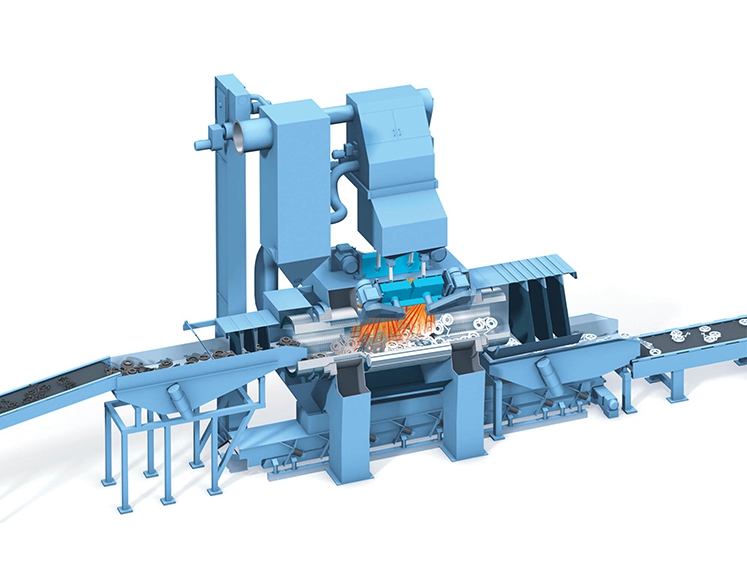
拋丸機(jī),拋丸機(jī)是工業(yè)上常見的一種除塵清理設(shè)備,今天青工機(jī)械要和大家講的就是關(guān)于拋丸機(jī)的工藝流程。
拋丸機(jī)的工藝流程是是比較復(fù)雜的,并不是像我們想的那么簡(jiǎn)單就直說拋丸而已。
首先,第一步是上件掛件,掛具設(shè)計(jì)要求在寬度方向裝掛為單數(shù),以保證丸粒通過2個(gè)工件之間的間隙拋到對(duì)面工件的內(nèi)側(cè),掛具在高度上可以根據(jù)零件規(guī)格采用多層設(shè)計(jì),掛具每層掛鉤的多少以掛滿工件不超寬為宜。另外,由于掛具是易損件,隨著拋丸處理的進(jìn)行也會(huì)日益磨損,因此裝掛前應(yīng)要先檢查掛具,發(fā)現(xiàn)變形或磨損嚴(yán)重要及時(shí)更換。
第二步是脫脂,脫脂的目的是為了除去工件表面的油污,因?yàn)閹в臀鄣墓ぜ佂韬髮⒄秤袙佂璧幕覊m形成油泥,影響涂裝質(zhì)量,而且還會(huì)將堵塞除塵過濾,降低過濾的使用壽命,嚴(yán)重時(shí)還會(huì)堵塞除塵設(shè)備,導(dǎo)致除塵設(shè)備報(bào)廢。一般工藝要求:溫度為40~70℃;槽液濃度為1~5點(diǎn)。
第三步是水洗,水洗設(shè)備與脫脂相似,也是采用帶有加熱的噴射式處理系統(tǒng),不夠只需要控制溫度,不需要控制濃度,其他管理同脫脂。
第四步瀝水,瀝水就是把工件表面的浮水基本瀝凈,用來(lái)減輕烘干的壓力,節(jié)約能源。
第五步 烘干,烘凈工件表面的殘水。瀝水、烘干的管理重點(diǎn)是去除工件表面的水分。要知道帶水的工件進(jìn)入拋丸機(jī),比帶油產(chǎn)生的后果更為嚴(yán)重。因?yàn)樗M(jìn)入拋丸機(jī)會(huì)導(dǎo)致鋼丸、拋丸產(chǎn)生的灰塵生銹并結(jié)塊,造成拋丸機(jī)丸粒輸送系統(tǒng)和除塵系統(tǒng)堵塞,嚴(yán)重時(shí)也會(huì)導(dǎo)致兩系統(tǒng)報(bào)廢。
第六步就是拋丸了,拋丸就是利用高速旋轉(zhuǎn)的葉輪將鋼丸拋向鋼鐵表面來(lái)達(dá)到除銹目的。

版權(quán)所有 青島青工機(jī)械有限公司 備案號(hào):魯ICP備11002530號(hào) 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號(hào)-4  魯公網(wǎng)安備 37021102001299號(hào)
魯公網(wǎng)安備 37021102001299號(hào)
青島青工機(jī)械有限公司是一家大型的拋丸機(jī)、拋丸清理機(jī)生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機(jī)、路面拋丸機(jī)、吊鉤式拋丸機(jī)、通過式拋丸機(jī)、噴砂房等設(shè)備。